反應(yīng)注射成型除用普通的原料漿作為成型物料外,還可用添加增強(qiáng)材料(如短纖維)的原料漿和有發(fā)泡能力的原料漿作為成型物料,以改善反應(yīng)注射成型制品的力學(xué)性能和電性能等,這種成型方法稱(chēng)為增強(qiáng)反應(yīng)注射成型(RRIM)。
(1)塑料增強(qiáng)用材料及增強(qiáng)形式 塑料增強(qiáng)用材料主要有纖維類(lèi)、片狀及特殊粉狀填料三類(lèi),最主要的是纖維類(lèi)、超細(xì)無(wú)機(jī)填料、堿土稀土及新興的金屬材料。纖維類(lèi)增強(qiáng)材料主要有石棉纖維、玻璃纖維、碳纖維、晶須等。根據(jù)增強(qiáng)材料的形狀和成型方式,通常用以下三種形式進(jìn)行增強(qiáng)。
1)在液態(tài)原料中分散增強(qiáng)材料(長(zhǎng)度≥0.2mm)。即預(yù)先在液態(tài)原料中均勻地混入短纖維或云母、玻璃薄片等板狀物質(zhì),或微粒、微塊等球形物質(zhì),或炭黑、石墨等不定型微粉狀物質(zhì)。該工藝簡(jiǎn)單,但強(qiáng)度較差,增強(qiáng)材料的形狀因子(L/d)及其取向性對(duì)強(qiáng)度產(chǎn)生較大的影響。若取向度增大,則材料的各向異性明顯。
2)在模具中設(shè)置增強(qiáng)材料。即預(yù)先按設(shè)計(jì)長(zhǎng)度切斷纖維,成網(wǎng)狀或交叉狀層疊鋪于模具內(nèi),與模具形狀吻合。增強(qiáng)材料有玻璃纖維、碳纖維等。該方法操作比較復(fù)雜,但其復(fù)合材料的各種性能比短纖維增強(qiáng)的要好得多。
3)同時(shí)使用上述兩種方法
(2)增強(qiáng)反應(yīng)注射成型聚氨酯(RRIM-PU) RRIM-PU是在RRIM-PU是加入增強(qiáng)劑玻璃纖維,不僅保留了RIM成型的優(yōu)點(diǎn),而且可大幅度提高彎曲強(qiáng)度,減小線(xiàn)脹系數(shù)。它可以替代鋼材用于工業(yè)結(jié)構(gòu)件,尤其是汽車(chē)配件,如制作汽車(chē)擋泥板、車(chē)頭格子鑲板、車(chē)門(mén)板、發(fā)支機(jī)艙蓋以及汽車(chē)保險(xiǎn)杠等,加入木粉可以用于制作窗框。
1)RRIM-PU配方。采用炭化二亞胺改性的異氰酸酯(CM-MDI)和低聚合物異氰酸酯改性的異氰酸酯(PAPI)混合物與丙烯接枝改性環(huán)氧乙烷封端的聚醚二元醇(APC)為主要原料,不僅RRIM工藝性好,而且基體樹(shù)脂PU性能優(yōu)異。[敏感詞]配方為:
A組分 異氰酸酯 100g
CM-MDI 63g
PAPI 10g
B組分 封端聚醚二元醇APC 100g
丁二醇 20g
二月桂酸二醒基錫 0.25g
玻璃纖維MS-3 30g
(或ECS1.0/550) 15g
A組分與B組分配比滿(mǎn)足n(-NCO)∶n(-OH)=1.04
RRIM-PU性能見(jiàn)表5-19。
表5-19RRIM-PU綜合性能
|
增強(qiáng)材料 |
彎曲模量/GPa |
彎曲強(qiáng)度/MPa |
拉伸強(qiáng)度/MPa |
斷裂伸長(zhǎng)率(%) |
熱下垂(125℃/mm) |
線(xiàn)脹系數(shù)/(10-5/K) |
|
無(wú) ω(MS-3)=30% ω(ECS)=15% |
0.83 2.58 1.36 |
45.2 71.6 62.5 |
15.2 20.6 18.5 |
28.2 6.5 4.8 |
11.8 5.2 1.1 |
12.1 5.9 4.5 |
2)工藝流程。細(xì)玻璃纖維和玻璃纖維織物增強(qiáng)聚氨酯的成型過(guò)程如圖5-10所示。
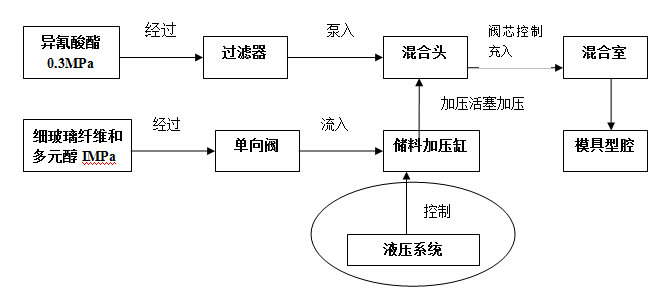
a)細(xì)玻璃纖維增強(qiáng)
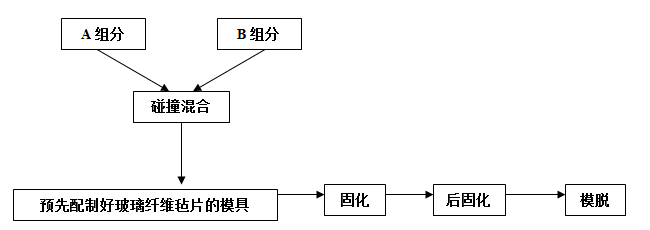 |
b)細(xì)玻璃纖維和玻璃纖維織物增強(qiáng)聚氨酯的成型過(guò)程
圖5-10 細(xì)玻璃纖維和玻璃纖維織物增強(qiáng)聚氨酯的成型過(guò)程