(1) 選材。改性聚苯醚(MPPO)作為通用工程塑料,因具有較高的強度、高韌性、剛度大、蠕變小、自熄、低吸水性、較高的耐熱性、優良的尺寸穩定性和良好的電絕緣性等特點,廣泛應用于汽車工業。由中國科學院研究研制的MPPO性能指標見表5-27。
表5-27 MPPO的性能指標
|
項目 |
熔體流動速 率/(g/10min) |
拉伸強度/ MPa |
斷裂伸長 率/% |
彎曲強度 /MPa |
彎曲模量 /MPa |
熱變形 /℃ |
懸臂梁沖擊強度 (23℃)/(J/m) |
|
指標 |
3.4 |
60 |
40 |
97 |
3020 |
108 |
60 |
(2)主要成型設備及模具。XS-ZY-1000A型注射機,2-1型電熱鼓風干燥箱,儀表前蓋注射模具。
(3)制備工藝。
①工藝流程如下所示。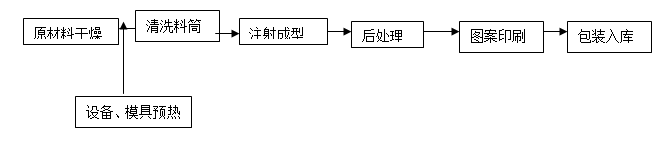
②注射成型條件見表5-28.
表5-28 MPPO注射成型工藝條件
|
項目 |
模具溫度/℃ |
料筒溫度/℃ |
噴嘴溫度/℃ |
注射壓力 /MPa |
鎖模力/ kN |
螺桿轉速/ (r/min) |
成型周期 /s |
||
|
后 |
中 |
前 |
|||||||
|
數值 |
80 |
185 |
215 |
230 |
220 |
110 |
1200 |
60 |
90 |
(4)注意事項。
①模溫。改性聚苯醚屬無定形塑料,熔融黏度較高。模溫太低,會減慢充模速度,使物料熔接不好,進而影響產品質量,因此需要采用較高的模溫。同時提高模溫可以調整制品的冷卻速率使之均勻一致,防止因溫差太大而產生凹痕及內應力大等缺陷。
②料筒溫度。改性聚苯醚是由聚苯醚、聚苯乙烯及助劑通過雙螺桿擠出機共混改性而成的,料筒溫度設置較低,一方面是由于國產助劑熱穩定性較差,另一方面可防止物料在最初獲得太多的剪切摩擦熱,在均化段發生分解。當料筒溫度大于230℃時,制品表面會產生銀絲;當溫度太低時,又因物料黏度太大,形成制品不足現象。實驗表明,料筒[敏感詞]溫度控制在220~230℃時,成型的制品各項性能均良好。
③壓力。處于黏流態的改性聚苯醚熔融黏度較高,同時,儀表前蓋模具采用的又是潛伏式澆口,所以需要較大的注射壓力,并將保壓壓力設置為零,其目的是減少物料在料筒中的停留時間,防止物料過熱分釋放小分子氣體,從而影響產品質量。此外,MPPO具有優良的尺寸穩定性和較小的蠕變性,所以不會因取消估壓而影響產品的形狀尺寸。
